
技術コラム

成形不良の一つである「樹脂漏れ」について解説します。
射出成形における樹脂漏れとは?
射出成形における樹脂漏れ(英語:Resin Leakage)とは、溶融した樹脂が金型から漏れ出てしまう現象のことです。樹脂漏れは、成形品の品質低下や歩留まり悪化、金型・成形機・取出し機構の劣化など、様々な問題を招く恐れがあります。
射出成形における樹脂漏れの8つの原因
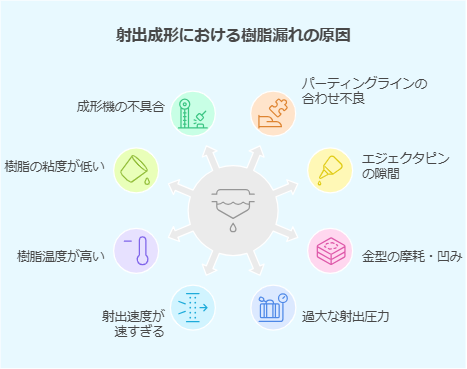
樹脂漏れは、様々な要因が複雑に絡み合って発生します。代表的なものを挙げると、以下の8つになります。
①パーティングラインの合わせ不良
金型の分割面であるパーティングライン(PL面)に隙間があると、そこから樹脂が漏れ出す可能性があります。経年劣化による金型の摩耗や、型締力不足などが原因として考えられます。
②エジェクタピン周りの隙間
製品を金型から取り出すためのエジェクタピン(突出しピン)と金型の間に隙間があると、樹脂漏れが発生することがあります。
③金型の経年摩耗・凹み
経年劣化により、金型内部に摩耗や凹み、キズが生じていると樹脂が漏れやすくなります。
④射出圧力が過大
必要以上の射出圧力をかけると、金型内の圧力が高くなりすぎてしまい、樹脂が漏れ出すことがあります。一般に、成形機の最大射出圧力の50~80%程度を使用することが多いですが、樹脂材料の特性や成形品、金型構造、成形機のスペックによります。
⑤射出速度が速すぎる
射出速度が速すぎると、溶融樹脂が金型内を勢いよく流れることでわずかな隙間から漏れ出してしまうことが考えられます。樹脂漏れだけでなく、バリ、ひけ、ジェッティング(樹脂が蛇行して固まる現象)、ショートショット、焼けなどの成形不良も起こる可能性があります。
⑥樹脂温度が高温すぎる
樹脂温度が高すぎると、樹脂の粘度が低下して流動性が上がるため漏れやすくなります。
⑦樹脂の粘度が低い
粘度が低い樹脂は、樹脂漏れの発生確率が比較的高いです。
⑧成形機の不具合
射出成形機に不具合があると、適切な成形条件を維持できず、樹脂漏れが起こりやすくなります。

射出成形における樹脂漏れへの6つの対策
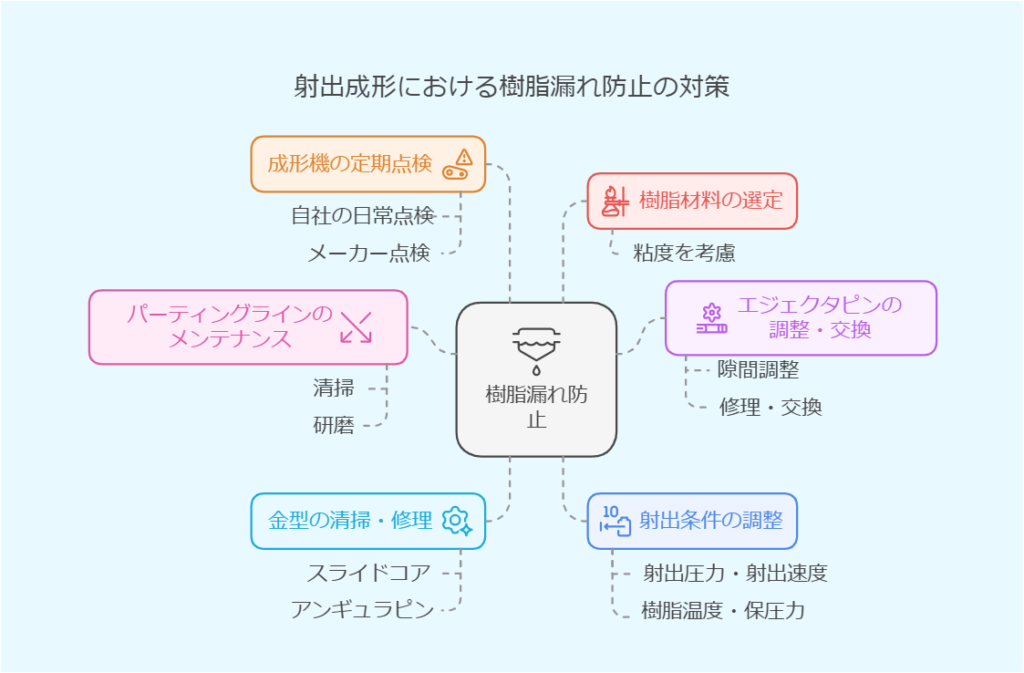
樹脂漏れを防止するためには、原因を特定し、適切な対策を講じる必要があります。主な対策としては、以下のようなものが挙げられます。
①パーティングラインのメンテナンス
定期的にパーティングラインを清掃してガス焼けや汚れを取り除き、必要に応じて研磨や修正を行うことで、隙間を無くします。
②エジェクタピンの調整・交換
エジェクタピン周りの隙間を調整し、樹脂漏れを防ぎます。こちらも同様に定期的にメンテナンスすることが重要で、万が一ひびが入っていたりキズが付いている場合は、修理・交換する必要があります。
③金型の清掃・修理
スライドコア・アンギュラピンなど、パーティングラインやエジェクタピン以外の部位についても樹脂漏れの原因になることがありますので、清掃や部品交換、修理を定期的にすることをオススメします。
④射出圧力・射出速度・樹脂温度・保圧力の調整
樹脂材料の種類や成形品形状・サイズに応じて、最適な射出圧力、射出速度、樹脂温度を設定します。保圧力についても、適切に設定することで樹脂漏れを防ぐことができます。
なお、各材料メーカー・成形機メーカーが提供しているデータシートによると、主な樹脂材料の温度はおおよそ以下の温度範囲に設定すると良いとされています。
- ●ポリエチレン (PE):170℃~220℃
- ●ポリプロピレン (PP):180℃~230℃
- ●ポリスチレン (PS):180℃~250℃
- ●ABS樹脂:200℃~250℃
- ●ポリアミド (PA):230℃~300℃
- ●ポリカーボネート (PC):270℃~330℃
⑤粘度が低すぎない樹脂材料の選定
樹脂漏れを防ぐためには、適切な粘度の樹脂材料を選定することが重要です。
低密度ポリエチレン (LDPE)やポリプロピレン (PP)、ポリスチレン (PS)、アクリル樹脂(PMMA)、ナイロン6などが粘度が低い代表的な樹脂ですので、樹脂漏れが起こる可能性が高いと言えます。
一方、ポリカーボネート (PC)、ポリアミドイミド (PAI)、ポリエーテルエーテルケトン (PEEK)、液晶ポリマー (LCP)、フッ素樹脂(PTFEなど)は粘度が高く、樹脂漏れは起こりにくいとされています。
粘度を調整する添加剤もありますので、材料メーカーなどにお問い合わせください。
⑥成形機の定期点検
自社の日常点検やメーカーによる定期点検によって、樹脂漏れにつながりうる不具合を早期に発見・解消することができます。
日常点検としては、スクリューやシリンダーに摩耗や損傷が無いか、ノズルに詰まりが無いか、ヒーターに断線や異常発熱が無いかなどをチェックすることをオススメします。
④⑤は成形品・樹脂材料によって限界がありますので、やはり①②③⑥が樹脂漏れ対策の基本となります。
当社の射出成型金型メンテナンス・修理
当サイトを運営する株式会社ホーエは、富山県の射出成形金型メーカーです。
当社は、新型の設計・製作はもちろんのこと、他社製金型のメンテナンス・修理・改造についても多数の実績があり、緊急の要望にも対応できるよう、メンテナンス・修理の専門チームを設置しています。
特に、金型重量20トンまで、型締め力(成形機トン数)2,000トンまでの大型射出成形金型を得意としており、五面加工機やガンドリルマシン、1,300トンのトライ用成形機などを保有しております。
トライ時の樹脂漏れやショートショットなどの成形不良が発生した際の原因特定と迅速な修正によるスムーズな量産立ち上げには定評があり、摩耗した金型部品・入れ子の特急修理や製品モデルチェンジに伴う金型改造・入れ子の設計・製作についても多数の実績がございます。
海外製金型や老朽型、図面が無い金型、ホットランナーについてもお気軽にご相談ください。
【修理事例】ホットランナーの樹脂漏れ修理

自動車部品メーカーのお客様より、「ホットランナーから広範囲に樹脂漏れが発生している」というご相談があり、修理対応を行いました。
お気軽にご相談ください
「大型射出成形金型 メンテナンス・修理 .COM」は、長年にわたる金型製作で培ってきたノウハウを活かし、清掃・メンテナンス、特急修理、改造・修正、新型の設計・製作、更新までワンストップで対応いたします。
