
技術コラム


今回は、成形不良の一つである「白化」について解説したいと思います。
射出成形における白化とは?
射出成形における白化(英語:blanching)とは、プラスチック成形品の表面の一部が白く変色する、あるいは模様が出る現象のことで、成形不良の一つです。
白化した部位が意匠面でなければ問題としないこともありますが、外観品質を求められる意匠面に白化が生じてしまっている場合は外観NGとなり、修正が必要です。
射出成形における白化の原因
白化の原因について説明します。
成形品離型の際、冷却後にコア側の突出しピン(エジェクタピン)で離型させますが、その際に発生する応力により生じた非弾性歪みが変色をもたらします。
特に、PP樹脂(ポリプロピレン)やABS樹脂のように剛性の低い樹脂でよく見られ、PS樹脂やPC樹脂、PMMAなどの場合はクレージング(細かなひび割れ)やクラックとして現れることがあります。
一言で言うと、局所的に無理な力がかかることが白化の原因です。低剛性の樹脂でなくとも、剛性の低い部位や抜き勾配が小さく離型抵抗が大きい、あるいは射出圧力(保圧)のかけすぎで完全に固化していない段階で突き出してしまう等が主な原因となります。
では、白化を防ぐためには、あるいは解消するためにはどうすればよいのでしょうか?

射出成形における白化への10の対策
白化対策として有効なものをまとめると、以下の10個になります。
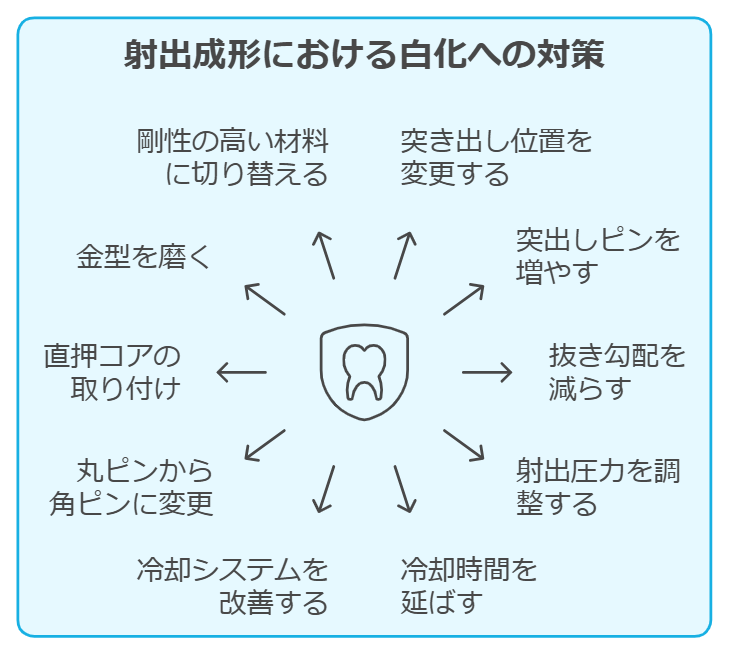
- ①突出し位置を、白化が生じても問題ない部位や剛性が比較的高い部位(リブ近傍 等)に変更する
- ②突出しピンを増やし、応力を分散させる
- ③抜き勾配を緩和する、もしくは離型剤の塗布量を増やすなどして離型抵抗を減らす
- ④射出圧力(保圧)と保圧時間を必要以上にかけない
- ⑤冷却時間を長くして、突出し位置が固化した状態で突き出すようにする
- ⑥冷却機構(冷却水回路)を見直し、冷却効果を高める
- ⑦安価な丸ピンを角の突出しピンに変更する
- ⑧突出しピンの先端に直押コアを取り付ける(※直押コアが成形品に喰いつかないよう要注意)
- ⑨金型を磨いて摩擦を低減する
- ⑩剛性の高い樹脂材料に切り替える
比較的コスト・手間がかからないのは、④⑨ですが、保圧・保圧時間を調整する際はショートショットにも配慮が必要です。⑩の材料変更はごく稀であり、①②③あたりが王道です。
なお、後工程で組立や圧着、接合、篏合などがある場合も白化が生じる恐れがありますので、注意が必要です。
当社の射出成型金型メンテナンス・修理
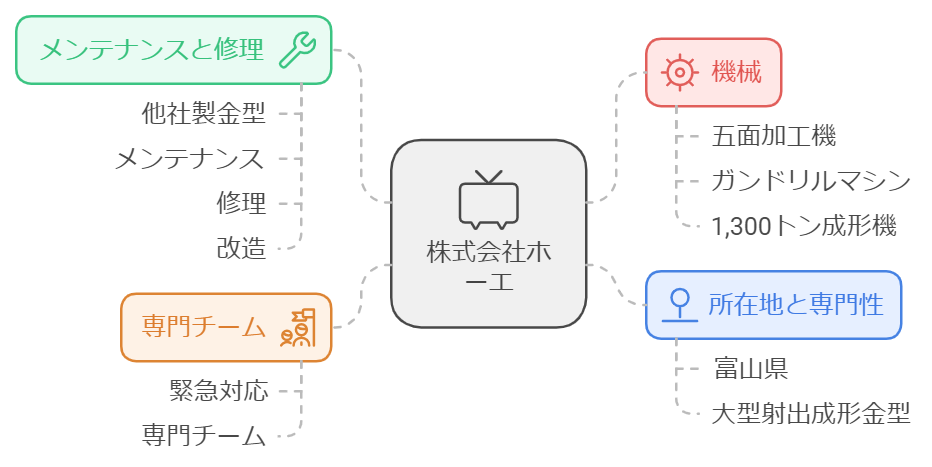
当サイトを運営する株式会社ホーエは、富山県に本社をおく射出成形金型メーカーです。
当社は、新型の設計・製作はもちろんのこと、他社製金型のメンテナンス・修理・改造についても多数の実績があり、緊急の要望にも対応できるよう、メンテナンス・修理専門のチームを設置しています。
特に、金型重量20トン、型締め力(成形機トン数)2,000トンまでの大型射出成形金型を得意としており、五面加工機やガンドリルマシン、1,300トンのトライ用成形機などを保有しております。
トライ時に白化やショートショットなどの成形不良が発生した際の原因特定と迅速な修正によるスムーズな量産立ち上げには定評があり、摩耗した金型部品・入れ子の特急修理や製品モデルチェンジに伴う金型改造・入れ子の設計・製作についても多数の実績がございます。
海外製金型や老朽型、図面が無い金型についてもお気軽にご相談ください。
【改造事例】製品形状変更に伴うピンの新規製作・溶接

工業部品メーカーのお客様より、「金型の製品形状の仕様変更に伴ってピンの形状を変えたい」というご相談を頂き、部品製作と改造を行いました。
お気軽にご相談ください
「大型射出成形金型 メンテナンス・修理 .COM」は、長年にわたる金型製作で培ってきたノウハウを活かし、清掃・メンテナンス、特急修理、改造・修正、新型の設計・製作、更新までワンストップで対応いたします。
